您现在的位置:云南钢沃贸易有限公司
>镀锌材料厂家直销
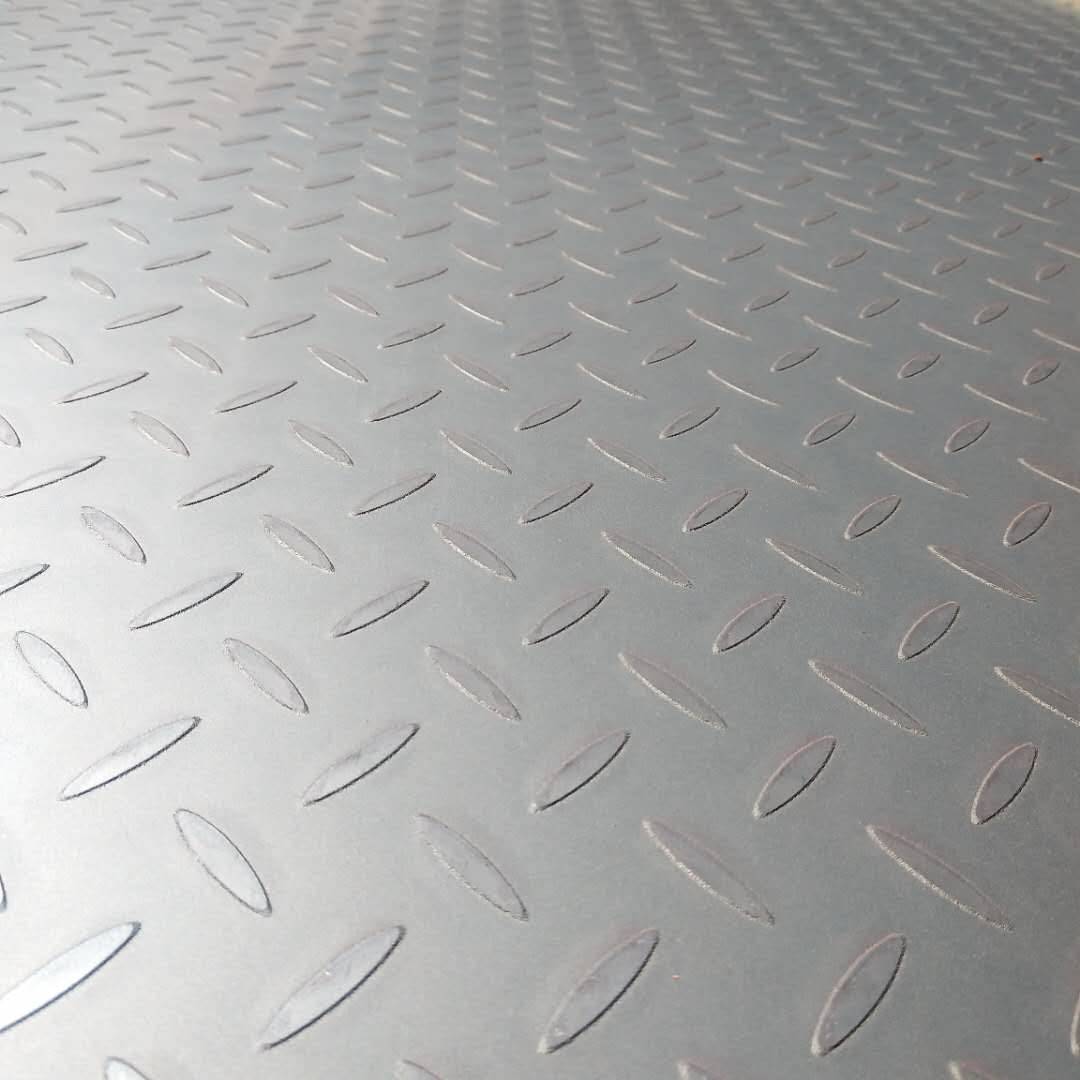
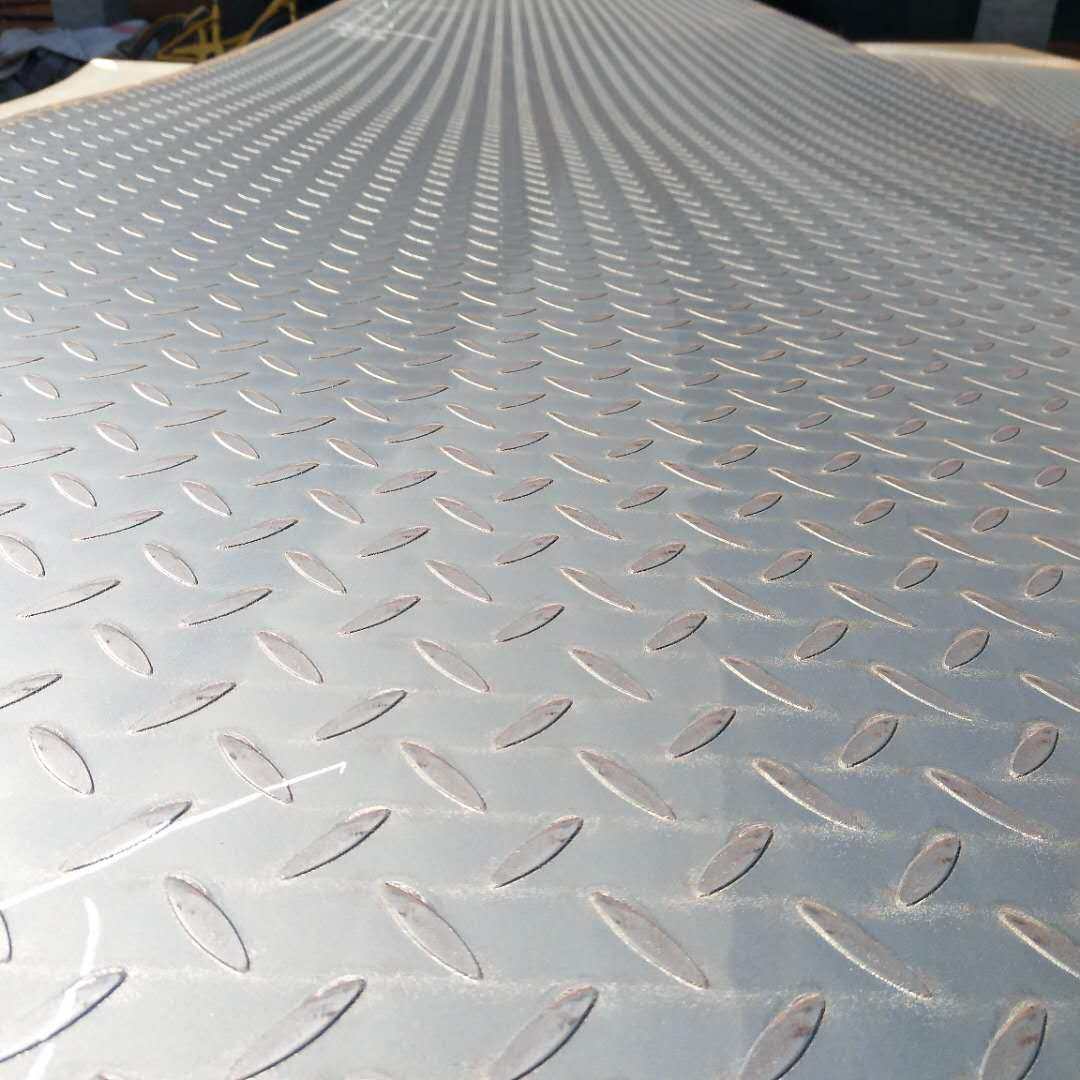
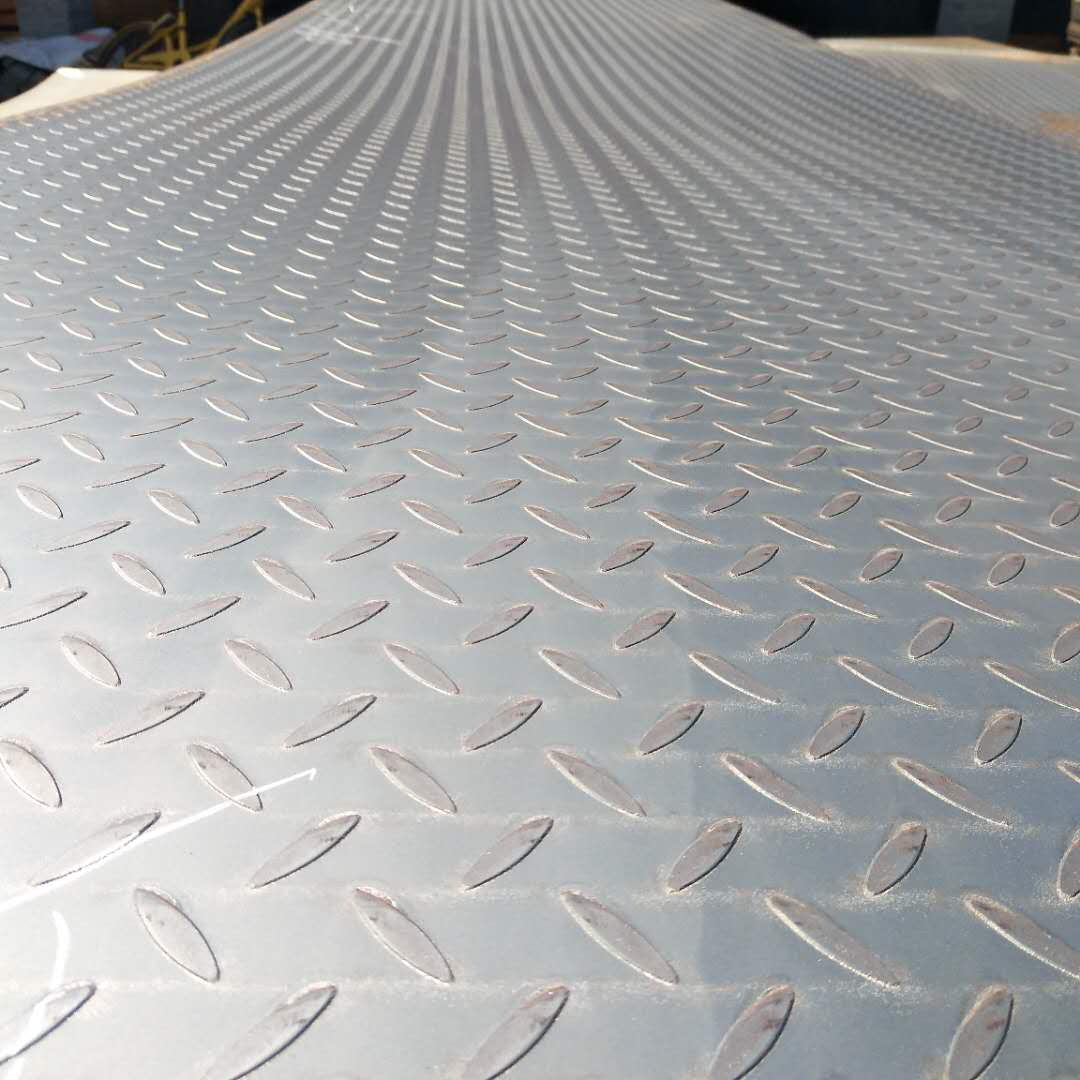
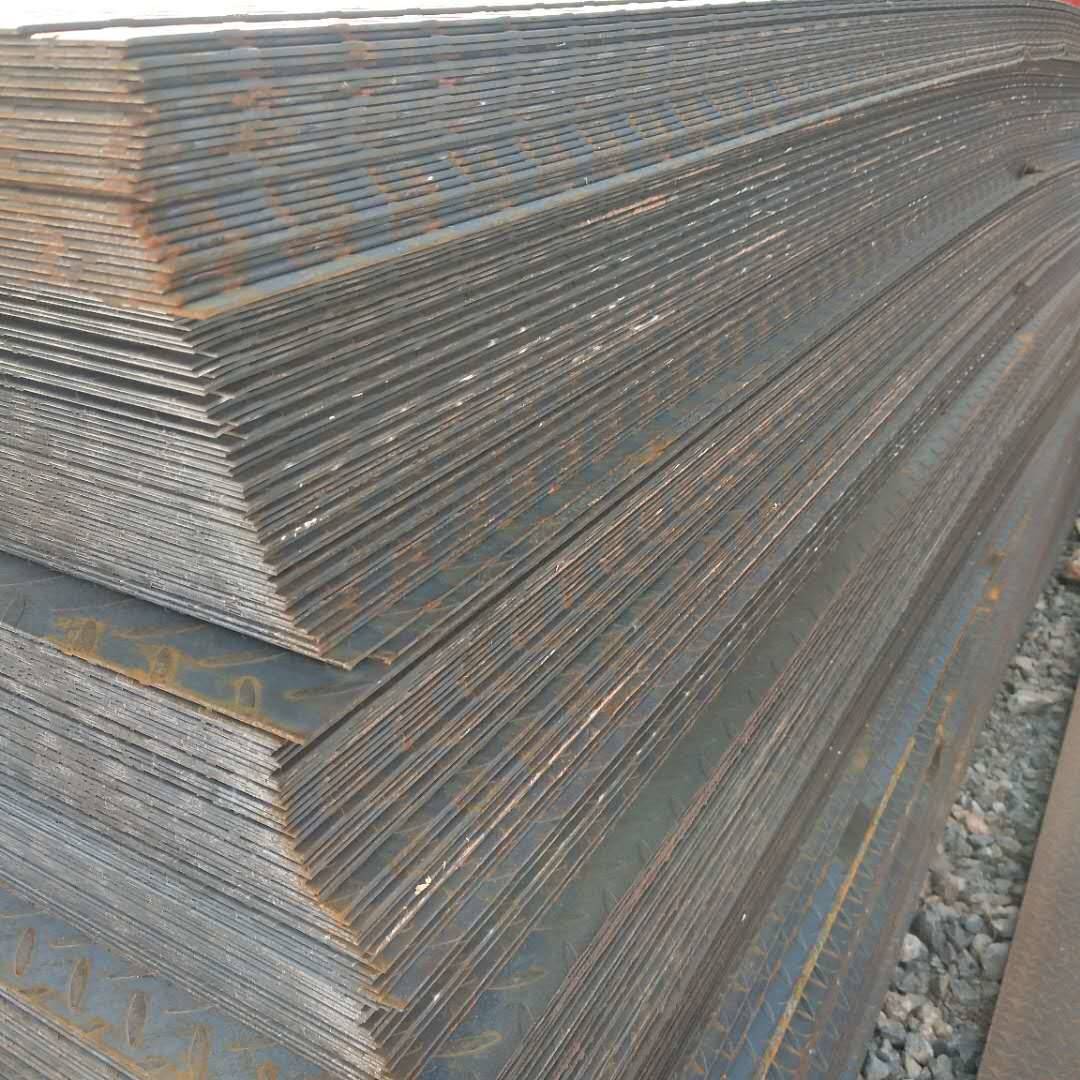
>云南花纹板批发销售-云南花纹板生产厂家-双柏花纹板价格



产品信息
联系方式
| 品牌 |
鞍钢 |
牌号 |
钢钎工贸 |
| 生产方式 |
热轧 |
钢种及用途 |
花纹钢板 |
| 品名 |
深冲料 |
厚度 |
8mm-100mm |
| 宽度 |
1000mm-1250mm |
长度 |
7500mm-8000mm |
| 抗拉强度 |
420MPa~540MPa |
加工服务 |
深加工 |
| 执行标准 |
国标 |
质量等级 |
A级 |
| 加工定制 |
是 |
是否进口 |
否 |
| 断面收缩率ψ(%) |
55 |
伸长率δ5(%) |
25 |
| 屈服强度 |
455 |
用途 |
通用 |
| 重量 |
78.5kg |
云南花纹板批发销售-价格实惠
单面焊双面成型的电流要低于一般焊接电流,故其药皮特别的重视稳弧性。焊条的脱渣性良好,焊道成形美观。


我们在使用碱性焊条前将焊条在300~350℃烘干30~60分钟。不是每一道不合适的坡口都能焊,我们也是有选择性的,合适的电流和坡口,以便得到美观的背面焊道。熄弧时将弧坑引到坡口侧面在断弧,引弧时可采用引弧板或在坡口侧面引弧,保持电弧尽可能短些。

直流焊接的时候需要用直流正接的方式,是焊条接负极,地线接正极。
打底焊接电流在80-100左右。
焊条在坡口内上下轻微摆动,待根部熔化形成熔孔后,焊条应迅速上顶并压低电弧,采用微小斜锯齿形往返运条,动作应快速、均匀、平稳。
联系方式

时平经理
云南昆明市呈贡区泛亚物流园B1栋303室
期待你的来电
搜了网提醒您:
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
相关资讯
- [企业动态]厦门到漳州私家车调度专线2024/7/2
- [企业动态]漳州往返厦门调度专线62000032024/7/2
- [企业动态]机床垫铁的作用是什么2024/7/2
- [企业动态]检验平台的精度标准有哪些2024/7/2
- [企业动态]如何选择适合的中注管材料2024/7/1
- [企业动态]哪些行业会用到配重铁2024/7/1
- [方案]2024年新款游泳计时记分系统 ET FL-20002024/6/28
- [企业动态]宠物玩具从广州发货到印尼双清包税门到门2024/7/2
- [企业动态]宠物玩具从深圳发货到印尼双清包税门到门2024/7/1
- [方案]数控机床理实一体化教室建设方案独立创新多系统学生机2024/6/28









